波峰焊中插件浮高、歪斜是常見的工藝問題,根本原因在于熔融焊錫的上涌力和PCB的熱變形,導致元件被抬起或推動。要徹底解決,需要系統性地排查設計、物料、工藝等多個環節。
1. 元件與PCB設計問題引腳/孔徑不匹配:插件孔過大,元件引腳細,無法有效定位-3。
元件本體過輕(如輕量化連接器):容易被錫波沖起-10。
布局不合理:大型重型元件集中在PCB一側,過爐時加劇板翹-1。 優化設計:確保孔徑比引腳直徑大0.2-0.4mm為宜-3。對于輕元件,設計上增加定位孔或卡扣。
DFM檢查:避免元件布局失衡。設計定制治具:治具上針對特定輕、高元件設計壓扣、擋塊或蓋板,在過爐時物理固定元件,防止上浮和歪斜-8-10。
2. 物料與可焊性問題元件引腳氧化/污染:鍍層質量差、氧化會導致拒錫,焊料無法潤濕,元件被錫波浮起-3。
PCB受潮或翹曲:受潮PCB過爐時產生蒸汽,加劇板翹和元件位移-4。 物料管控:加強來料檢驗,對引腳進行可焊性測試-3。
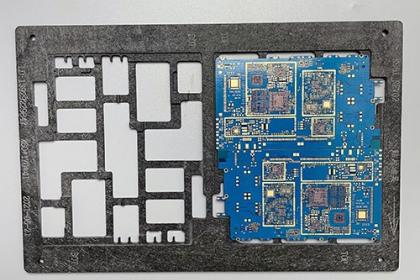
PCB預處理:對受潮PCB進行烘烤(如125°C, 2-4小時)。利用治具矯正:使用合成石等高剛性、低熱膨脹的治具,可以有效校正和抑制PCB的翹曲變形,為元件提供穩定平臺-1。
3. 波峰焊工藝參數問題錫波高度/沖擊力過大:過高的錫波會產生過大的上涌力,沖起元件-10。
預熱不足:PCB上下溫差大,加劇熱變形應力。
鏈條速度/角度不當:影響焊接時間和元件受力。 參數優化:降低錫波高度(通常為板厚的1/2至2/3)-4,適當增加預熱以減少熱沖擊,優化傳送速度與角度-6。優化治具設計:針對波峰焊參數,可在治具上增加拖錫片或優化開窗設計,引導焊錫流動,減少局部沖擊-2-4。
4. 治具(載具)問題治具設計不良:開窗過大或支撐不足,無法有效固定元件和PCB。
治具磨損/變形:長期使用后定位失準。 治具維護:定期檢查、清潔和更換磨損治具-1。使用專用防浮高治具:采用類似專利設計中帶限位槽、定位柱和壓蓋的專用防傾斜焊接治具,從物理上約束元件-8。
系統性解決方案與排查流程
解決浮高歪斜問題,建議遵循以下流程:
現象確認與定位:
是普遍還是個別問題?整板多個元件浮高,可能指向工藝參數或PCB問題;僅特定元件浮高,則重點檢查該元件設計、物料及對應治具開窗。
是否伴隨其他缺陷?如同時出現虛焊、橋連,可能源于預熱不足或助焊劑問題-6。
優先排查與快速應對:
檢查插件到位情況:確認插件后元件是否已插到底。
優化波峰焊參數:這是最快見效的方法。嘗試降低錫波高度,并適當提高預熱溫度,觀察改善效果。
檢查并保養治具:清潔治具上的錫渣,檢查壓扣、支撐柱是否完好有效-1。
中期改善措施:
引入或優化治具:聯系治具供應商,討論為浮高元件增加壓塊、擋墻或蓋板的可行性-8。
加強物料控制:對反復出問題的元件批次進行可焊性測試和鍍層檢查-3。
PCB烘烤:如果環境潮濕,對PCB進行上線前烘烤。